


■設備情報 EQUIPMENT LIST
製品長尺化ニ-ズに伴い、弊社でも槽の大きさは更に大きく、長くなる方向にあります。長尺製品に対しても、
いかようにも対応致しますので、ご相談頂ければさいわいです。後記にめっきに応じた製品長さ対応表を
ご確認ください。
●三共㈱ 保有設備
■自動めっき装置 4台
❶全自動亜鉛めっき装置 2014年5月導入

・塩ビ製のバレルに製品を
入れてめっきするバレル
方式を採用


めっき前の処理は、電解脱脂、水洗、酸洗い等を行い、油分や酸化膜を除去した状態にてめっきします。

制御システムはシ-ケンサ-による制御です。モ-タ-関係は全てインバ-タ-制御で可変可能です。条件変更も容易にできます。

洗浄は専用ロボットア-ムで搬送します。水洗、三価、乾燥、払い出しまで自動的に行います。洗浄時間も容易に変更可能です。

薬液・添加剤関係は自動的に適量充填する方法をとっており、品管理の観点からも間違いが無いようなシステムを採用しています。






めっき槽、電解脱脂槽は濾過器を有しており、又、冷却や加温もあり、年を通して同条件にてめっき処理が行えるようにしています。

乾燥は温風遠心分離方式を採用しており、乾燥時間の短縮と水切りしますので乾燥不足による不良発生を抑えております。

最終払い出しは、洗浄籠を180度回転させ、残量製品が無いような方法をとっています。混入等も抑えています。
❷全自動錫めっき装置 エレベ-タラック方式

エレベ-タ-式のラックタイプめっき装置でラック形状は製品に合わせて設計可能です。

前処理は電解脱脂を2槽有し、製品自体に付着する油分も完全に除去した状態にてめっきします。錫めっき前に銅ストライク槽を有し、密着性の向上目的としています。錫槽は揺動・濾過を行い、安定しためっきが得られます。

製品構成は様々で、銅合金から鉄材、真鍮、カ-ボン材のめっきを行っています。ラック形状もバリエ-ションとしては10種類以上の製品を流動しております。整流器調整により、色々な製品流動が可能です。


めっき槽は、揺動にて上下移動する他に、前処理では、加温やバブリング等、様々な製品にあった方法を採用しており、水洗も温水や純水によるシャワ-・置換洗浄を行っています。

大型の余裕のある整流器を採用している為、製品形状に応じた安定した錫めっき処理が可能です。膜厚も安定しており、製品に応じた膜厚調整が可能です。

蒸気による温風乾燥エア-を利用して乾燥を行っています。乾燥前の槽は温水・純水を使っており、乾燥時のウォ-タ-マ-クやシミ等、抑えるべく方式を採用していますので乾燥条件は良好です。
❸自動ニッケルめっき装置 天井走行ラック方式

天井走行搬送式のラックタイプのニッケルめっき装置です。搬送は天井搬送ですので槽の配置に応じて対応可能なめっき装置です。

電解脱脂装置に使用していた自動機でしたが、生産の流動性に応じて、ニッケルメッキに改造した自動めっき装置です。
システムもシ-ケンス制御の為、浸漬時間や置換時間・洗浄時間等、容易に変更可能です。

ラックタイプ式で製品に応じてラック変更によりどのような製品に対してもめっき可能となります。各槽は温度制御しているので、四季を通しても同条件のめっき処理が可能です。

洗浄槽はオ-バ-フロ-方式を採用しており、液循環とは別に供給もめっきに応じてめっき処理量に応じて対応していますので同条件での洗浄条件が得られます。

水洗槽はシャワ-・置換循環洗浄を採用しています。余裕のある槽構成となっていますので十分な洗浄時間が得られ、洗浄不足による不良等の発生は抑えられています。

めっき槽は温度管理とは別に液管理も実施しており、常に同条件のめっき処理が実施可能です。
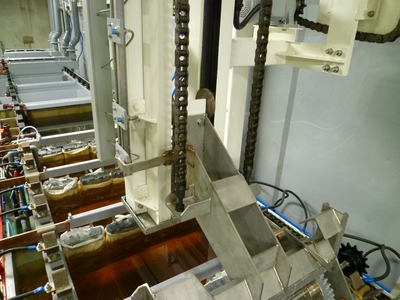
❹自動特殊素材めっき装置 ベルトクランプ方式 ■真空吸着/メカチャック方式採用

半導体リ-ドフレ-ム専用のめっき装置を特殊素材C用めっき装置に改造したものです。ロ-ダ-も積み上げ式のスタッカ-MG仕様で複数個ずつ吸着してベルトクリップにクランプする方式でセル式の小型めっきセル槽ですので安定した膜厚が可能です。φ12径~φ18径までの外径に対応しています。

制御は、Windows版仕様でしたがシ-ケンス制御に変更しています。ロ-ダ-は整列機にて段積みしたスタッカ-マガジンをセットすると、自動的にエレベ-タ-部まで運ばれ、ロボットア-ムにて1段ずつ上昇し、複数個ずつベルトに90°反転し、ベルトクランプします。

18mmピッチ幅にてセットされた特殊素材部品Cを前処理し、めっきを行います。折り返しまでは、前処理とめっきを行います。めっき液はオ-バ-フロ-方式で液面高さを出しています。液は常時、ポンプにて循環しており、同時に濾過も行っています。

ロ-ダ-吸着後に、パタ-ンマッチング方式の画像処理にて表裏検出を安全の為、行っています。前処理は、製品に付着する粉状の異物や油分等を完全に除去し、ストライクめっきをします。前処理液も循環方式でセル内にてオ-バ-フロ-し、液面管理を行っています。

純正ではWindowsによる制御でしたが、仕様に応じ,柔軟かつどのような条件にも対応可能なように、OMRON製シ-ケンサ-に全面載せ替え改造し、それに伴う入出力関係も国産品の部品に変更しています。
槽は全て温度管理しており、蒸気による電磁弁制御を行っています。

ホッパ-より供給した特殊部品Cをリニアフィ-ダ-にて適正量斜めシュ-トに落し、斜めシュ-トにて表裏検出を行い、エスケ-プしながら1個づつスタッカ-マガジンのPINに段積みしていきます。裏検出した特殊部品は専用箱に回収し、ホッパ-に戻す様にしています。

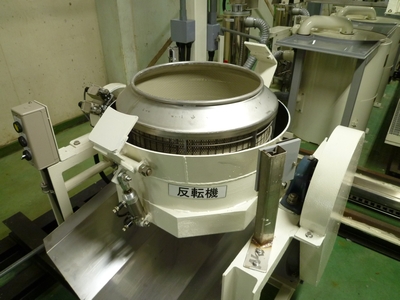
約150φの反転機構にて反転するとめっき槽があります。めっき液は温度管理されており液面管理は同様にオ-バ-フロ-にて循環しながら行っています。その為、安定した膜厚のめっき厚が可能です。めっき後は、水洗・水切り・温風乾燥にて表面上は完全に乾燥させてから搬出します。

ロ-ダ-とアンロ-ダ-は一体化しており、1名での作業が可能です。ロ-ダ-タッチパネルでの操作可能ですがアンロ-ダ-側もタッチパネルを装備し、操作性を上げています。
アンロ-ダ-はバラ落しですが数量管理はベルト有無にてカウントしていますので数量差異は発生しません。

アンロ-ディングは、アンクランプした状態にてエア-を使って、斜めシュ-トにて滑らせ、専用のスポンジ付きBOXに回収します。数量、ロット管理しており、ロ-ダ-数と数量が合わない場合はエラ-となります。残留は起きない構造になっております。仮に残留があってもセンサ-検出にてオペコ-ルします。